电石渣石膏湿法脱硫技术的应用一方面避免了电石渣造成的环境污染,另一方面实现了电厂的节能降耗。通过内蒙古350MW机组电石渣-石膏湿法脱硫技术的实际应用,对电石渣-石膏湿法脱硫技术pH值及SO2排放的控制、浆液循环泵运行情况以及该技术的经济性等进行分析,结果表明:采用电石渣-石膏湿法脱硫技术后,SO2的排放并未受到显著影响,浆液pH值则有显著提高,浆液使用量将更低;此外,浆液循环泵的运行台数及时长也有明显减少,降低了电厂用电电耗,显著提升了经济性。因此,电石渣-石膏湿法脱硫技术在350MW超临界直流炉机组中的应用是有价值的。
电石渣是电石水解后的废弃物之一,目前国内诸多大、中型化工企业均有大量的电石渣产生。其主要成分为Ca(OH)2,同时还含有硫化物、SiO2、Al2O3、Fe2O3等多种杂质,不同产地的电石渣杂质含量存在一定差异。据估计,我国每年有数百万吨的电石渣露天堆放,并且逐年增加,一方面占据了宝贵的土地资源,另一方面造成了土壤盐碱化。而电石渣中Ca(OH)2等确保了它作为电厂烟气脱硫的可能性,因此利用电石渣代替石灰石进行湿法脱硫,既可以提升经济性,达到节能降耗的目的,又可以减少石灰石开采量,降低环境污染,达到保护环境的目的。
目前,电石渣脱硫技术已经在浙江巨化集团、国电泉州发电有限公司等若干家电厂使用,并取得了一定的效果。国电集团山西太原第一热电厂于2005年自主研发电石渣脱硫技术,并在该厂3台300MW机组上得到了成功应用。内蒙古京宁热电有限责任公司同样通过采用电石渣作为脱硫剂,使得电厂效益有了一定的提升。
但电石渣脱硫技术实际应用中对SO2的排放、浆液的pH值究竟有何影响,影响是否显著,同时在采用电石渣技术后对电厂经济性提升是否显著等仍未有明确的定论。因此,本文通过对内蒙古某电厂脱硫技术改造前后机组脱硫SO2排放量、浆液pH值以及电厂经济效益的改善对比研究,进一步探讨350MW超临界机组电石渣-石膏湿法脱硫技术的应用对电厂环保性、经济性的影响,以期为同类型机组电石渣-石膏脱硫技术的应用改造提供一定的参考。
1电石渣反应原理以及成分分析
电石渣是以电石为原料生产乙炔的副产物,是一种以Ca(OH)2为主,伴有硅、铁、铝、镁、硫、磷的氧化物或氢氧化物的膏状物。由于电石渣水溶液呈强碱性,对酸性气体具有较强的中和能力。
同时Ca(OH)2在水中溶解度较小,固体Ca(OH)2微粒从水中逐步析出。整个体系逐步呈现胶体溶液状态,微粒逐步合并、凝聚、沉淀,粒子间相互碰撞、挤压,促使颗粒聚集、长大,从而形成电石渣浆。电石渣浆液为浑浊灰褐色液体,静置后可形成澄清液、固体积聚(电石渣)和胶体过渡层。其物理性能与石灰石对比分析如表1所示,其中电石渣取自内蒙古蒙维科技有限公司,石灰石粉取自京能后勤有限公司。
表1电石渣与石灰石成分对比分析
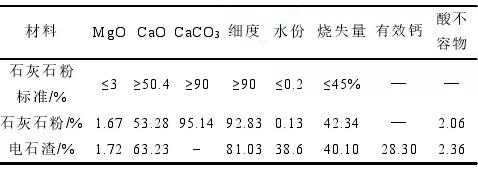
通过表1可以看出,脱硫剂的有效成分为CaO,电石渣中的CaO比石灰石粉中的CaO高出9.95%,说明同样脱除单位质量SO2,电石渣用量要少于石灰石粉。且根据电石渣表面积大、活性好和粒径小等特点,可将其制成优良脱硫剂,既可以实现SO2的低排放,又可以实现电石渣的资源化利用。
同样从表1也可以看出电石渣的酸不溶物比石灰石粉高出0.3%,细度低11.8%,说明电石渣颗粒较粗,且杂质较多,容易在吸收塔、浆液箱内形成沉淀、积砂现象,并加剧管道的冲刷磨损,也有可能在管道内部形成沉积,导致浆液管道堵塞。
电石渣作为脱硫剂对SO2的吸收原理,与石灰石完全相同,都通过Ca(OH)2对SO2进行吸收。吸收原理如下:
从上述反应原理来看,以电石渣作为脱硫剂进行烟气脱硫是完全可行的。
2电石渣-石膏湿法脱硫在电厂应用中的技术分析
内蒙古某电厂2x350MW机组脱硫系统采用石灰石-石膏湿法脱硫的方式,采用单塔单循环,每台炉配置一座吸收塔,吸收塔直径为17m,浆液池高11m。每座吸收塔配置4层喷淋层,各设一套旋汇耦合装置、管束式除尘器;4台浆液循环泵,流量均为9000m3/h;4台搅拌器;石灰石粉仓容积为1254m3,配置一台石灰石粉仓仓顶布袋除尘器,处理风量为3200m3/h;供浆系统设置2台容积为400m3的石灰石浆液箱。脱硫系统设计入口SO2浓度为4980mg/m3,脱硫效率为98%。
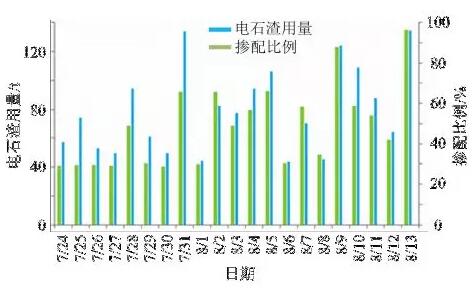
图1电石渣用量及其与石灰石粉掺配比例统计
图1为电石渣用量及其与石灰石粉掺配比例统计。从图1可看出,自7月24日起,该电厂2号机组开始电石渣粉掺配实验工作,初步掺配电石渣粉比例为30%;7月28日掺配比例达到60%;8月13日掺配比例接近100%。
2.1石灰石供浆与电石渣粉供浆对比分析
图2、3分别为2号、1号吸收塔供浆量与浆液pH值变化。通过1号与2号吸收塔供电石渣粉浆液对比试验,在同样270MW的工况下,入口SO2在2600mg/m3左右,供浆量调整到30m3/h,pH值从4.6调整到5.8,使用电石渣粉浆液用时26min,使用石灰石浆液用时60min,说明电石渣粉浆液的碱性比石灰石粉高,pH值提升效果明显。经过试验,该电厂最终全部使用电石渣进行湿法脱硫时,可保持最佳运行pH值在5.2-5.5,与理论研究结果相一致,并且完全满足超低排放要求。
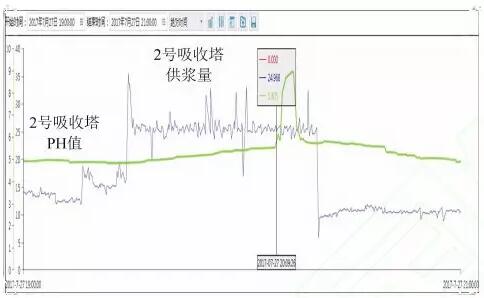
图2 2号吸收塔供浆量与浆液pH值变化

图3 1号吸收塔供浆量与浆液pH值变化
2.2浆液循环泵运行台数对比分析
石灰石粉与电石渣粉掺配后浆液循环泵运行统计如表2所示,可以看出,掺配电石渣粉后,在270-300MW负荷下,当SO2浓度为2300-2700mg/m3时,使用电石渣粉浆液可减少一台浆液循环泵,而且供浆量比石灰石浆液少。
表2石灰石粉与电石渣粉掺配后浆液循环泵运行统计

2.3石灰石浆液、石膏浆液、石膏成分分析
石灰石浆液、石膏浆液、石膏成分分析如表3所示,可以看出,掺配电石渣粉后,与单纯采用石灰石脱硫相比,吸收塔浆液各项参数没有明显变化,吸收塔浆液pH值、密度等参数均符合标准,Cl-未见明显上涨。吸收塔浆液内氧化风量充足,未出现CaSO3增高现象,石膏脱水效果仍可保持良好。
表3石灰石浆液、石膏浆液、石膏成分分析

2.4 SO2排放对比分析
图4为调取2号炉电石渣粉掺配之前和电石渣粉掺配之后的出口SO2曲线,可以看出,电石渣粉掺配前后出口SO2曲线没有明显变化,说明使用电石渣粉浆液与石灰石粉浆液供浆对控制出口SO2的稳定性没有明显区别。
图5为使用电石渣粉作为脱硫剂时每天出口SO2最大值、最小值、平均值。可以看出,使用电石渣粉后,出口SO2运行数据基本都在超低排放要求以内,运行调整可控。
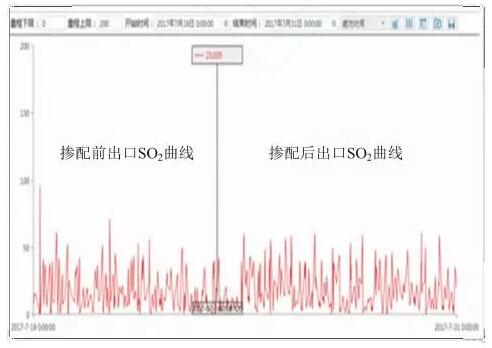
图4掺配前后SO2的排放量对比
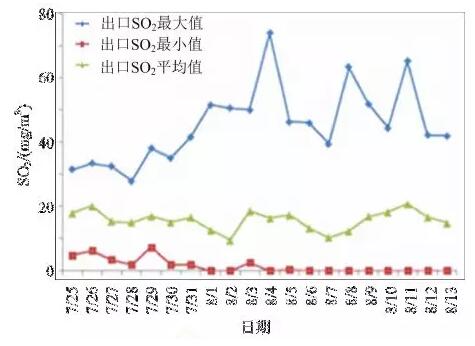
图5电石渣粉作为脱硫剂时出口SO2排放情况统计
3电石渣在电厂应用中的经济分析
电石渣-石膏湿法脱硫工艺中,经济分析从人员消耗成本、脱硫剂原料成本以及电耗成本3方面综合展开。
1) 人员成本。
电石渣代替石灰石湿法脱硫方案不需要增加任何额外运维人员,原有配置人员可满足运行、维护需求。
2)原料成本。
吸收剂来源为电石渣的脱硫工艺,以内蒙地区某热电为例,双机运行工况。该电厂每月按完全使用石灰石粉进行湿法烟气脱硫,理论使用电石渣11608.5t;实际使用电石渣13133t,石灰石粉耗量降低至567.24t,电石渣掺比量近96%,共节约成本162.5万元/月(石灰石粉价格按190元/t计算,电石渣价格按36元/t计算)。
3)电耗成本。
内蒙地区该电厂在投运电石渣(双机)的情况下,浆液循环泵较石灰石粉脱硫可减少一台运行,以6台泵功率值为中间值的3号泵为准,如果减少一台浆液循环泵,就可降低月耗电量为886510.76kW/h。同时,投运电石渣后增加的2台电石渣溶解箱搅拌器月耗电量为10567.1kW/h,电石渣输送泵月耗电量为11862.28kW/h。综合分析,采用电石渣(双机)脱硫后,耗电量节约成本为86.41万kW/h/月,按地区上网电价为0.2829元计算,节能效益为24.44万元/月(计算过程中电石渣浆池搅拌器运行时长按24h计算;电石渣浆液输送泵运行时长按12h计算;节约电量=浆液循环泵节省电量-电石渣浆液制备系统耗电量)。从以上3项分析来看,原料消耗成本降低了162.5万元/月,电耗成本降低了24.44万元/月,综合收益为186.94万元/月,具有一定经济效益。
4电石渣-石膏湿法脱硫在电厂应用中存在的问题及解决措施
4.1电石渣反应迅速,pH值控制难度高
因电石渣粉浆液与SO2反应迅速,电石渣加入脱硫时缓冲作用较石灰石粉差,脱硫过程中容易引起pH值波动和净烟气SO2波动,需在初期投运期间掺配石灰石浆液以控制调整吸收塔pH值,后期逐步通过运行经验摸索电石渣的反应特性和浆液pH值之间的关系。以该电厂为例,全部使用电石渣进行湿法脱硫时,可保持最佳运行pH值在5.2-5.5。
4.2系统部分区域频繁堵塞
由于电石渣粉中酸不溶物比例较高,细度较低,电石渣中过量的氧化铁、碳颗粒会导致石灰石供浆系统、石膏脱水系统、废水系统堵塞停运,电石渣浆液箱搅拌器跳闸现象也时有发生。针对在各厂掺配试验期间出现的设备频繁堵塞问题,需要对相关设备进行改造,降低电石渣粉对设备的影响,同时在电石渣加工设备中增加除铁器或旋振给料筛,除去电石渣中的氧化铁,避免设备及管道磨损。最终经过设备改造后调试运行,可将电石渣浆液最佳筛分浓度控制在1120-1150kg/m3之间,并且保持旋振筛运行情况较好,能满足设备的连续运行。
4.3电石渣易结垢、结团,石膏结晶氧化控制存在难度
由于电石渣反应速度快、结晶快,因而容易发生粘壁,在运行中可能会存在一定的粘结。而在实际运行中通过控制电石渣浆液浓度在1120-1150kg/m3,可观察到电石渣浆液与石灰石浆液脱硫效率相当,并且用之全面替代石灰石浆液进行湿法脱硫时,吸收塔内反应产物的氧化和结晶均正常。
4.4安全问题及措施
由于电石渣为制造乙炔的废料,因此在储存及制浆过程中会有部分一氧化碳、乙炔、硫化氢等易燃、易爆、有毒气体,且电石渣粉属于强碱,在运输或储存过程中需要做好防止一氧化碳中毒、乙炔爆炸、强碱烧伤的防护措施。
5结论
1)电石渣-石膏湿法脱硫可以显著提高吸收塔的pH值。全部使用电石渣进行湿法脱硫时,可保持最佳运行pH值在5.2-5.5,并降低了脱硫剂的使用量。
2)与石灰石-石膏湿法脱硫相比,电石渣-石膏湿法脱硫可减少浆液循环泵运行台数,且供浆量明显降低,降低了电厂用电电耗。
3)电石渣-石膏湿法脱硫中使用电石渣粉浆液与石灰石粉浆液供浆对控制出口SO2的稳定性没有明显差异。
4)从经济学角度分析,采用电石渣-石膏湿法脱硫后原料消耗成本降低了162.5万元/月,电耗成本降低了24.44万元/月,综合收益可达到186.94万元/月。