一、常见的混凝土质量通病
混凝土的质量优劣,直接影响到建筑物的的安全和使用功能。在施工过程中,经常可以见到拆模后混凝土存在蜂窝麻面、孔洞、露筋、尺寸偏差、裂缝等质量通病,轻则影响美观,重则有损于结构物的安全功能。在施工过程中,常见的质量通病主要有以下几种:
主要质量通病:振捣不实造成的麻面、蜂窝、孔洞
其他砼质量通病:酥松脱落、夹杂、露筋、缺棱掉角;表面不平整、位移倾斜,凹凸鼓胀;
混凝土裂缝:塑性收缩裂缝、沉降收缩裂缝、干燥收缩裂缝、温度裂缝、撞击裂缝、沉陷裂缝、冻胀裂缝。
●主要质量通病●
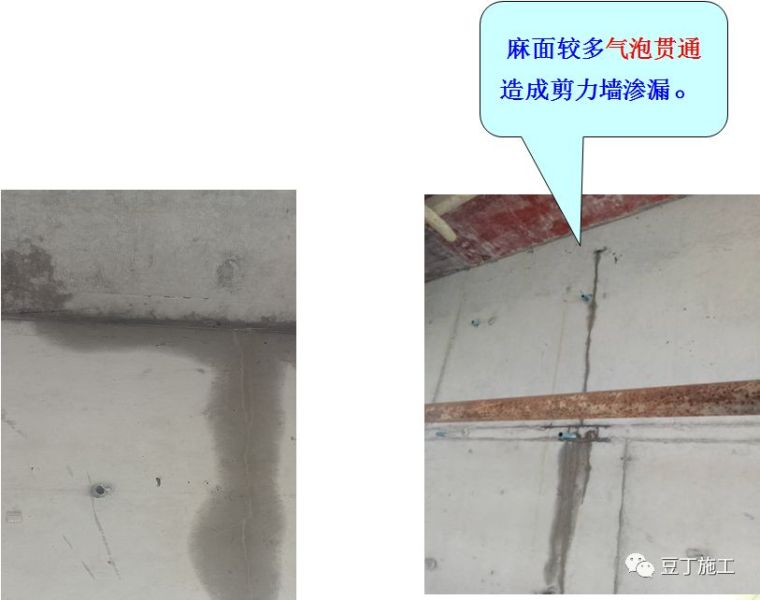
1)麻面 :
现象:混凝土表面局部缺浆粗糙,或有小凹坑,无钢筋外露。
原因:
1)模板表面粗糙或清理不干净;
2)脱模剂涂刷不均匀或局部漏刷;
3)模板接缝拼接不严,浇筑砼时缝隙漏浆。4)振捣不密实,砼中的气泡未排出一部分汽泡停留在模板表面。
5)拆模过早,使混凝土表面的水泥浆黏在模板上,也会造成麻面。

预防:
1)模板表面清理干净,不得粘有干硬性水泥等物。
2)浇筑砼前,应用清水湿润模板,不留积水,严密拼接模板缝隙。
3)脱模剂须涂刷均匀,不得漏刷。
4)砼须按操作规程分层均匀振捣密实,严防漏振,每层砼均应振捣至汽泡派出为止。
治理措施:
1、表面需要做装饰抹灰的,可不做处理。
2、表面不再做装饰的,应在麻面处浇水充分湿润后,用同规格的混凝土配合比水泥砂浆,将麻面抹平压光使颜色一致。有条件的修补完后用草帘或草袋进行保湿养护。
2)蜂窝:
现象:混凝土局部酥松,砂浆少,石子多,石子间出现空隙,形成蜂窝状的孔洞。
原因:
1)混凝土配合比不准确或骨料计量错误;
2)混凝土搅拌时间短,没有拌合均匀,混凝土和易性差,振捣不密实;
3)浇筑砼时,下料不当或一次下料过多,没有分段分层浇筑,造成混凝土漏振、离析;
4)模板孔隙未堵好,或模板支设不牢固,模板移位,造成严重漏浆或墙体烂根。
5)结构构件截面较小,钢筋较密,使用的混凝土石子粒径过大,或混凝土塌落度过小,混凝土被卡住,造成振捣不实。



预防措施:
1、严格控制混凝土配合比,加强混凝土检查。
2、现场做好现场塌落度检查,选择适合图纸及本工程施工适宜的坍落度。
3、混凝土下料高度如超过2m时,应设置串筒或溜槽。
4、浇筑前对剪力墙、柱子进行砼配比水泥砂浆接浆,尤其是高大剪力墙、柱。
5、加强浇筑巡查如发现模板变形、走动或漏浆,应及时修复。
6、模板拼缝应严密,浇筑混凝土过程中应检查模板、支架、拼缝等情况。
7、混凝土浇筑应分层浇筑,浇筑层的厚度应符合要求 。
治理方法:
1、对于小蜂窝,用水冲洗干净后,用1:2或1:2.5水泥砂浆压实抹平。
2、对于较大蜂窝,先凿去蜂窝处薄弱松散的混凝土和突出颗粒,冲洗干净后支模,用高一强度等级的细石混凝土填塞捣实,并认真养护。
3、较深的蜂窝,如清洗困难,可埋设压浆管和排气管,表面抹砂浆或支模灌混凝土封闭后,进行水泥压浆处理。
3)孔洞:
现象:混凝土结构内有空腔,局部没有混凝土,或蜂窝特别大。
原因:
1)在钢筋密集处或预留孔洞和埋件处,砼浇筑不畅通;
2)未按施顺序和施工工艺认真操作,产生漏振;
3)砼离析,砂浆分离,石子成堆,或严重跑浆;
4)砼中有泥块、木块等杂物掺入;
5)未按规定下料,一次下料过多,振捣不到。

预防:
1)难于下料的地方,可采用人工摊铺砼浇筑;
2)正确的振捣严防漏振,边角加强振捣 。
3)防止土块或木块等杂物的掺入;
4)选用合理的下料浇筑顺序;
5)加强施工技术管理和质量检查工作。
治理方法:
1、对于混凝土孔洞的处理,应经用关单位共同研究,制定修补或补强方案,经批准后方可处理。
2、一般的孔洞处理方法:将孔洞周围的松散混凝土凿除,用压力水冲洗,支设模板洒水充分湿润后,用高一标号的半干硬性细石混凝土分层浇筑,强力捣实,并养护。突出结构面的混凝土,需达到50%的强度后,再凿除,表面用1:2的水泥砂浆抹光。
3、对面积较大而深进的孔洞,按上述方法清理后,在内部埋设压浆管、排气管。填充碎石(粒径10~20mm),表面抹砂浆或浇筑薄层混凝土,然后用水泥压力灌浆法进行处理使之密实。



●其他砼质量通病●
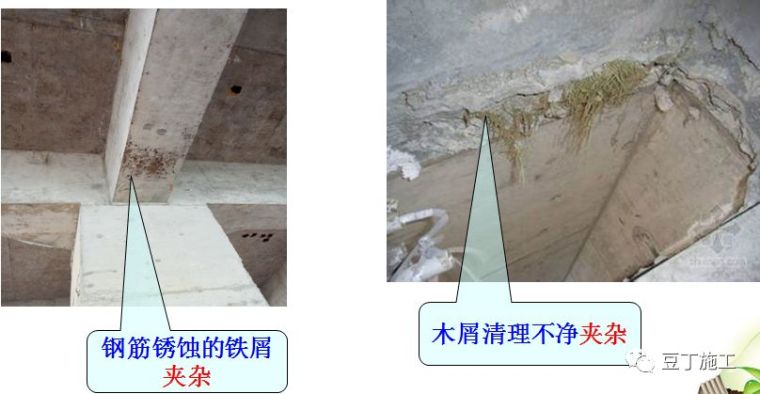
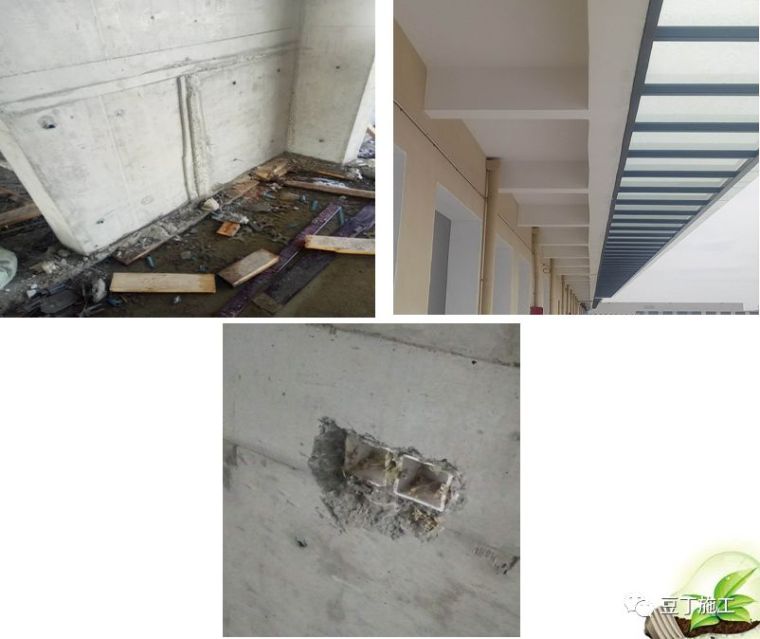
1)夹杂:
施工缝处砼结合不好,有缝隙或有杂物,造成结构整体性不良
原因分析:
1、现场随意切割配模、模板验收、浇筑前验收清理不净。

预防措施:
1)砼浇筑以前,认真清理模板内的垃圾杂物,并处理好施工缝表面。
2)浇筑过程中,要振捣密实;同时防止木块等杂物掉入砼中。
3)冬期施工时要制定冬期施工预防措施,防止冰雪的夹层。
4)合理控制混凝土浇筑分层浇筑时间。
治理方法:
1、缝隙夹层不深时,可将松散的混凝土凿去,用水冲洗干净后,用1:2或1:2.5水泥砂浆填塞密实。
2、缝隙夹层较深时,将松散部分和内部夹杂清除,用压力水冲洗,支设模板洒水充分湿润,强力灌细石混凝土捣实或将表面封闭后进行压浆处理。
2)露筋:
现象:钢筋砼结构内部的主筋、副筋或箍筋等裸露在砼表面。
原因:
1)浇筑砼时,垫块发生位移或数量太少;
2)结构构件截面小,钢筋过密;
3)砼配合比不当,产生离析;
4)混凝土保护层小或保护层处砼漏振;或施工原因使钢筋位移造成露筋。
5)木模板在砼浇筑前未浇水湿润,吸水粘结

预防:
1)浇筑砼前,保证钢筋位置及保护层厚度,并加强检查;
2)钢筋密集时,选用适当粒径的石子;
3)模板应充分湿润并认真堵好缝隙。
4)混凝土达到规定强度时方可拆模,严禁过早拆模,损坏棱角。
3)柱、墙的模板下口极易涨模,砼偏位、凹凸鼓胀
主要原因:
一、是在浇筑混凝土时,混凝土本身对模板下口的侧向压力较大;
二、是现在浇筑用混凝土的坍落度及流动性都比较大,而一次浇筑砼量又较多较快,造成对模板下口侧压力进一步加大;
三、是有时振捣人员不能按操作规程振捣,这样就极易造成模板下口发生涨模现象。
四、模板的固定不到位。

柱、墙的二次接槎和模板拼缝处涨模。
主要原因:
一、二次接槎处下一层浇筑混凝土时残浆没清理干净,致使模板不能与下一层混凝土面拼严。
二、接槎处模板不易加固、模板拼缝处上下或左右模板在制作或安装时模板较难加固也是易发生。
墙的洞口涨模
主要原因:是此处模板不易加固。

梁的两侧边中部,外侧中部涨模
主要原因是:梁的上部有板,在加固梁时上部没法拉紧,中部需要靠撑杆顶撑,而由于在周边梁的外侧只能铁丝拉,所以对模板的加固有很大的影响,造成模板加固不牢,致使在浇筑混凝土时发生涨模现象。
梁、柱节点处及墙、柱节点涨模
主要原因是:在节点处极易出现缝,而在节点处模板的加固质量难以控制,不是模板不到边,就是模板相互吃进。另外,在加固时模板背棱或顶杆有时也顶不到位。

其他
●砼裂缝●
1)塑性收缩裂缝 :
现象:在结构表面出现形状不规则长短不一,互不连贯,类似干燥的泥浆面。大多在砼浇筑初期(浇筑后4h左右),当砼本身与外界气温相差悬殊,或本身温度长时间过高(400以上)而气候很干燥的情况下出现。塑性裂缝又称龟裂,严格讲属于干缩裂缝,出现很普遍。
原因:
1)砼浇筑后,表面没有及时覆盖,受风吹日晒,表面游离水分蒸发过快,产生急剧的体积收缩,而此时混凝土早期强度低,不能抵抗这种变形应力而导致开裂。
2)使用收缩率较大的水泥,水泥用量过多或使用过量的粉砂;
3)砼水灰比过大,模板过于干燥。
4)施工人员私自加水改变水灰比。

预防:
1)配制砼时,严格控制水灰比和水泥用量,选择级配良好的石子, 减小空隙率和砂率要振捣密实,以减少收缩量,提高砼抗裂强度;
2)砼浇筑前将基层和模板浇水湿透;
3)在气温高、温度低或风速大的天气下施工,砼浇筑后,应及时进行喷水养护,使其保持湿润大体积砼浇完一段,养护一段要加强表面的抹压和养护工作;
4)砼养护可采用表面喷氯偏乳液养护剂,或覆盖草袋、塑实薄膜等方法当表面发现微细裂缝时,应及时抹压一次,再覆盖养护;
5)设挡风设施。
治理方法:
1、如混凝土仍保持塑性,可采取及时压抹一遍或重新振捣的方法来消除,再加强覆盖养护。
2、如混凝土已硬化,可向裂缝内装入干水泥粉,然后加水湿润,或在表面抹薄层水泥砂浆进行处理。

2)沉降收缩裂缝:

3)温度裂缝:

4)水灰比过大、未二次收光、养护不足:
楼地面结构裂缝,水灰比过大造成混凝土失水收缩裂缝,或养护不及时和养护时间不足
5)撞击、冲击裂缝:
拆模时间过早,在混凝土强度未达到1.2MP时,使现浇板承受卸料冲击、堆料负荷、拖车行走振动等。






二、常见的钢筋质量通病
钢筋,是混凝土结构受压以外主要受力的部分。如果说砖、砼是建筑的“肉”,钢筋则是建筑的“骨” ,建筑由二者构成了建筑的个体。二者直接影响到建筑物整体质量和安全性能。
在施工过程中,经常可以见到材料、钢筋连接、工艺措施、位置等要求不符合要求。轻则影响美观,重则有损于结构物的受力情况乃至于安全功能。
在施工过程中,常见的出现有以下几种问题:
钢筋加工:下料长度不足;
连接:漏焊、机械连接不足、绑扎位置尺寸;
工艺措施:搭接长度、搭接位置,连接区域、抗震抗裂措施;
1)钢筋加工
现象:
1)规格出错
2)下料长度不够
3)箍筋尺寸不对,弯钩度数不对,弯钩直线段长度不够。
4)弯钩长度达不到锚固要求
5)套筒连接的螺纹长度不够。
6)马凳高度不够
原因:下料不准确;画线方法不对或误差大;用手工弯曲时,扳距选择不当; 角度控制没有采取保证措施。
箍筋边长成型尺寸与图样要求误差过大,没有严格控制弯曲角度,一次弯曲多个箍筋时没有逐根对齐

防治:
a、加强钢筋配料管理工作,根据本单位设备情况和传统操作经验,预先确定各形状钢筋下料下度调整值,配料时考虑周到;为了画线简单和操作可靠,要根据实际成型条件(弯曲类型和相应的下料调整值、弯曲处曲率半径、扳距等),制定一套画线方法以及操作时搭扳子的位置规定备用。一般情况可采用以下画线方法:画弯曲钢筋分段尺寸时,将不同角度的下料长度调整值在弯曲操作方向相反一侧长度内扣除,画上分段尺寸线;形状对称的钢筋,画线要从钢筋的中心点开始,向两边分画。
下料弯钩参数、扳距大小应根据钢筋弯制角度和钢筋直径确定。
扳距参考值:
弯制角度
45° 、90° 、135°、180°
扳距1.5~2d、 2.5~3d、3~3.5d 、3.5~4d
为了保证弯曲角度符合图纸要求,在设备和工具不能自行达到准确角度的情况下,可在成型案上画出角度准线或采取钉扒钉做标志的措施。
对于开头比较复杂的钢筋,如进行大批成型,最好先放出实样,并根据具体条件预先选择合适的操作参数(画线、板距等),以作为示范。
2)钢筋连接
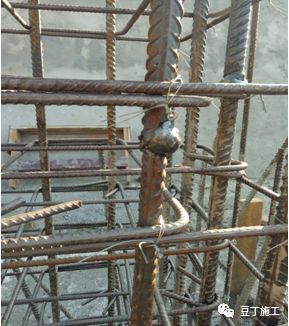
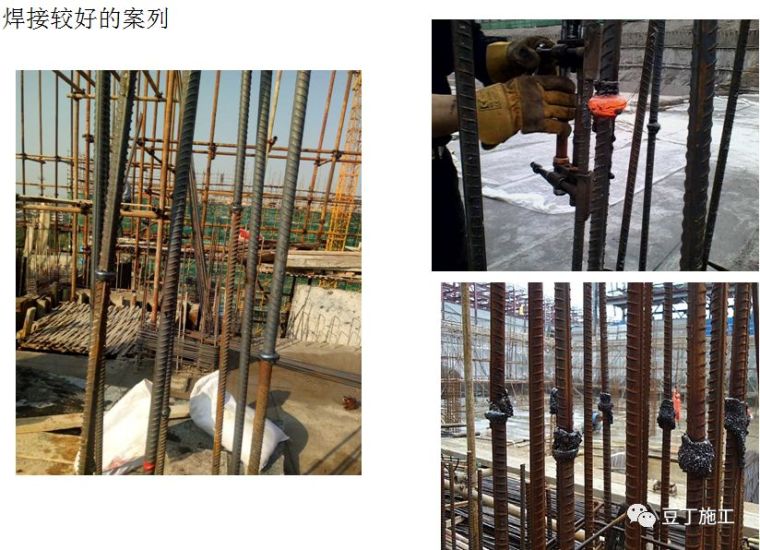
电渣压力焊
电渣压力焊缺陷明显,弯折过大,轴线偏移、焊包不均匀、咬肉、气孔等。
电渣压力焊钢筋咬边:上钢筋与焊包交接处出现缺口
防治:
(1)严格按钢筋直径确定焊接电流;
(2)端部熔化到一定程度后,上钢筋迅速下送,适当加大顶压量,以便使钢筋端头在熔池中压入一定程度,保持上下钢筋在熔池中有良好的结合;
(3)焊接通电时间与钢筋直径大小有关,如焊接25mm钢筋,通电时间为电弧过程21S电渣过程6S,焊接通电时间不能过长,应根据所需熔化量适当控制
电渣压力焊钢筋未熔合:上下钢筋在接合面处没有很好的熔合在一起
防治:
(1)在引弧过程中应精心操作,防止操纵杆提得太快和过高,以免间隙太大发生断路灭弧;但也应防止操纵杆提得太慢,以免钢筋短路;
(2)适当增大焊接电流和延长焊接通电时间,使钢筋端路得到适宜的熔化量;
(3)及时修理焊接设备,保证正常使用。


电渣压力焊焊包成形不良:焊包上翻、下流
防治:
(1)为防止焊包上翻,应适当减小焊接电流或加长通电时间,加压时用力适当,不能过猛;
(2)焊剂盒的下口及其间隙用石棉垫封塞好,防止焊剂泄漏
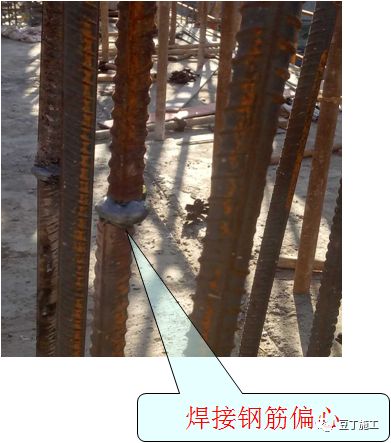
偏心、倾斜:
电渣压力焊接头偏心和倾斜:折角度大于40,轴线偏听偏移大于0.1d或2mm。

防治措施:
1)钢筋端部歪扭和不直部分应事先矫正或切除,端部歪扭的钢筋不得焊接;
2)两钢筋夹持于夹内,上下应同心,焊接过程中,上钢筋应保持垂直和稳定;
3)夹具的滑杆和导管之间如有较大间隙,造成夹具上下不同心时,应修理后再用;
4)钢筋下送加压时,顶压力要恰当;
5)焊接完成后,不能立即卸下夹具,应在停焊后约两分钟再卸夹具,
以免钢筋倾斜。
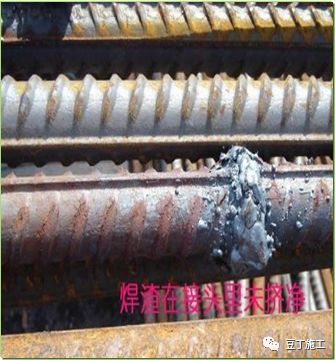
夹渣、气孔:
焊口种存在杂物、铁锈等、通电时间过短等,均产生夹渣。

防治措施:
1)上夹具前用钢丝刷清理钢筋头的杂物、铁锈
2)对融化后熔渣粘度大的焊剂应进行更换,增加熔渣的流动性。
3)根据钢筋的大小选择合适的焊接电流和通电时间。
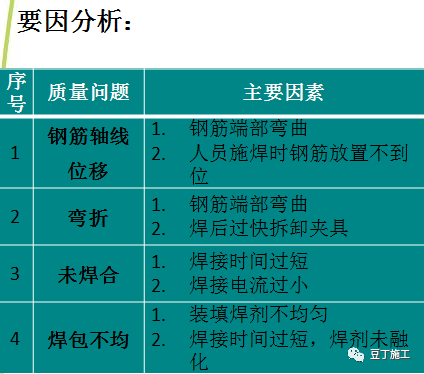
电渣压力焊通病归纳

闪光对焊
钢筋闪光对焊:
原理:是将两根钢筋安装放成对接形式,利用焊接电流通过两根钢筋接触点产生的电阻热,使接触点金属熔化,产生强烈飞溅,形成闪光,伴有刺激性气味,释放微量分子,迅速施加顶锻力完成的一种压焊方法。

常见闪光对焊的质量通病:
钢筋未焊透、焊口氧化、焊口脆断、焊接处烧伤、接头弯折或偏心。
未焊透:
焊口局部区域未能相互结合,焊合不良,接头镦粗,变形量很小,挤出的金属毛刺极度不均匀,多集中在于焊口上部,并产生严重的胀开现象。
焊口氧化
现象:一种状态是焊口局部区域氧化膜覆盖,呈光滑状态,另一种情况是焊口四周强烈氧化,失去金属光泽,呈现发黑状态。

防治措施
1)确保少华的连续性。
2)采用适当的顶锻留量。
3)采用尽可能快的顶锻速度,避免氧化形成。
4)保证接头处具有适当的塑性变形,有利于去除氧化物。
焊口脆断
原因:
(1)焊接工艺方法不当,或焊接规范太强,致使温度梯度陡降,冷却速度加快,因而产生脆硬缺陷。
(2)对于某些焊接性能较差的钢筋,焊后虽然采取了热处理措施,但因温度过低,未能取得应有的效果。

防治措施:
1)对于焊接性有限制的钢筋,不论其直径大小,均宜采取闪光-预热-闪光焊;对于焊接性差的钢筋,更应考虑预热方式。一般来说,预热频率尽量低些为好,同时焊接规范应弱一些,以利减缓焊接时的加热速度和随后的冷却速度,从而避免脆硬缺陷的发生。
2)焊接完毕,稍冷却后再移动钢筋,要轻放,不要扔摔。
接头弯折、偏心

防治措施:
1)钢筋端头弯曲或呈现马蹄时,焊前应予以矫直或切除。。
2)经常保持电极的正常外形,安装位置准确,电极磨损后应急事修理。
3)焊接完毕,稍冷却后再移动钢筋吗,要轻放,不要扔摔。
4)保证接头处具有适当的塑性变形,有利于去除氧化物。
夹渣
现象:焊缝金属中存在块状或弥散状非金属夹渣物。
原因:
准备工作未做好或操作技术不熟练引起夹渣。夹渣也可能来自钢筋表面的铁锈、氧化皮、水泥浆等污物。
防治措施:
(1)由专人负责进行焊接前的除污除锈工作
机械连接

防治


直螺纹连接通病防治
