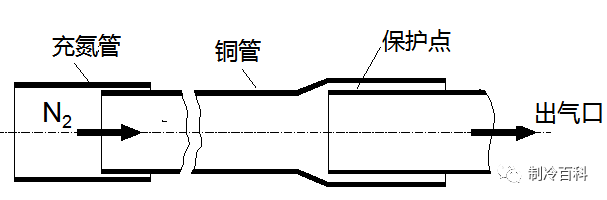
一、充氮焊接
钎焊时未进行充氮保护或没有充入足量的氮气,铜管内表面就会产生氧化物,会造成: 冷媒系统的堵塞,如电子膨胀阀、回油毛细管等堵塞;导致压缩机烧毁,空调效果不良等各种故障。因此,一般各大厂家都会要求充氮保护。

充氮与不充氮焊接效果对比
充氮焊接要点:
气压0.2~0.5kgf/cm2;
氮气充入软管插入铜管端口部位处必须要裹好,不要出现漏气;
钎焊时向冷媒管通氮气10s以上,并确保至焊接结束却为止。
二、氮气吹扫
氮气吹扫可除去铜管中的氧化物粉末或部分氧化皮,当管子封盖不密实时可除去管内脏物和潮气,吹扫在铜管与内机连接前进行,充氮压力可设置成0.4~0.6MPa。对于大型的制冷系统,如冷库可以使用分段吹扫排污,若水分和杂志残留在制冷系统内,将引起制冷系统的冰堵或冰塞等其它异常现象现象。

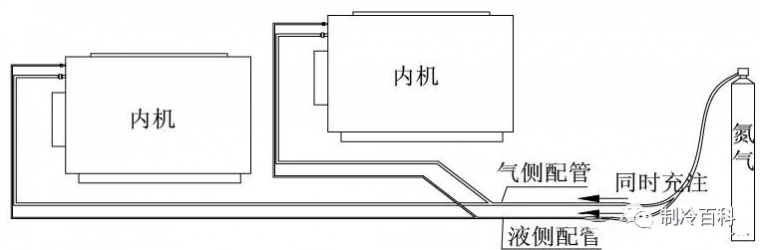
三、气密性实验
气密性实验就是我们常说的保压。这里特别强调,如果将易燃气体或空气(氧气)用作增压气体,则可能会导致失火或爆炸!
气密性实验要点:各个冷媒系统,必须从气管、液管两侧同时加压;因此气、液两侧同时加压,可以保护多联机系统室内机侧电子膨胀阀等阀件不受损害;气密性试验必须使用干燥氮气做介质,另外,抽真空要在充注氮气保压检漏合格后才能进行。

四、试压
对于R410A冷媒铜管试压应该分为三个阶段,如下:
第一阶段:3.0 kgf/cm2加压三分钟以上,可发现大的漏口;
第二阶段:15.0 kgf/cm2加压三分钟以上,可发现较大漏口;
第三阶段:40.0 kgf/cm2加压24小时以上,可发现微小漏口。
特别提醒:
环境温度每有±1℃温差,便会有±0.1 kgf/cm2的压力差;修正公式:实际值=加压时压力-(加压时温度-观察时温度)×0.1 kgf/cm2,24小时内压降在0.2 kgf/cm2 内为合格。

另外,我们要记下充氮时的时间、温度和充入的压力(可用上图贴白胶带的方法进行对比),以便24小时后进行修正。
检漏的常用方法:
用耳朵检测,次方法主要泄露的声音;
用手检测:次方法在连接部位用手检测是否有泄露;
用肥皂水检测:次方法肥皂泡显示泄露位置;
使用检测器(如卤化物检测器):次方法用过仪器检测漏点。
五、抽真空
抽真空是制冷设备生产或维修过程中,充注制冷剂前的一个必不可少的重要工序。即用真空泵与制冷系统管路相连接。即从高低压侧同时连接,将系统管路中的不凝性气体和水分等排除的过程。正常系统真空度应能到-756mmHg以下。抽真空时间应根据机型制冷系统大小和真空泵的大小来确定。
操作方法:
1、操作前检查真空泵水平放置,密封胶垫无破损,真空计压表归零。

2、 将真空泵放置在室内地面(安全、稳定、便于操作处)。

3、 将加氟管、真空计表、真空泵组合在一起。

4、 从阀门上将加氟口处螺帽拧下,加氟管拧到加氟口上。

5、 先打开真空计表,再打开真空泵电源开关,开始抽真空。
6、 抽空操作结束后关闭阀门,关闭真空泵。要注意真空计压力是否上升,如果有上升说明制冷系统有漏点,有漏点要找到原因并解决后重复上述抽真空工序。
