结合深圳市南山垃圾发电厂分散控制系统(DCS)的应用,介绍了机械炉排炉垃圾焚烧的控制特点,制定独特的炉膛负压控制和沥滤液回喷流量控制方案,实施后效果良好。
深圳市南山垃圾发电厂DCS硬件采用美国FOXBORO公司IA系统,整个DCS的总成、设计、组态及调试均由西安热工研究院有限公司(热工院)承担,其成功投运为实现垃圾焚烧技术的国产化积累了经验。
1控制系统配置
南山垃圾发电厂配置2台全套引进比利时SEGHERS公司的400t/d多级带搅动型炉排焚烧炉,1台12MW凝汽式汽轮发电机组,母管制。全厂设置1套分散控制系统(DCS)。硬件采用美国FOXBORO公司的I/ASeries系统,其监视控制范围包括:
垃圾焚烧炉辅助设备、余热锅炉、烟气处理辅助设备、汽轮机及其辅机系统、电气系统;完成数据采集(DAS)、模拟量控制(MCS)、顺序控制(SCS)和联锁保护(PRO)等系统功能。该系统共配置1台工程师工作站(AW5100)、1台值长站(AW7004)、3台操作员工作站(WP5101、WP5102、WP5103)、6对控制器(CP60FT)及4台打印机(图1)。
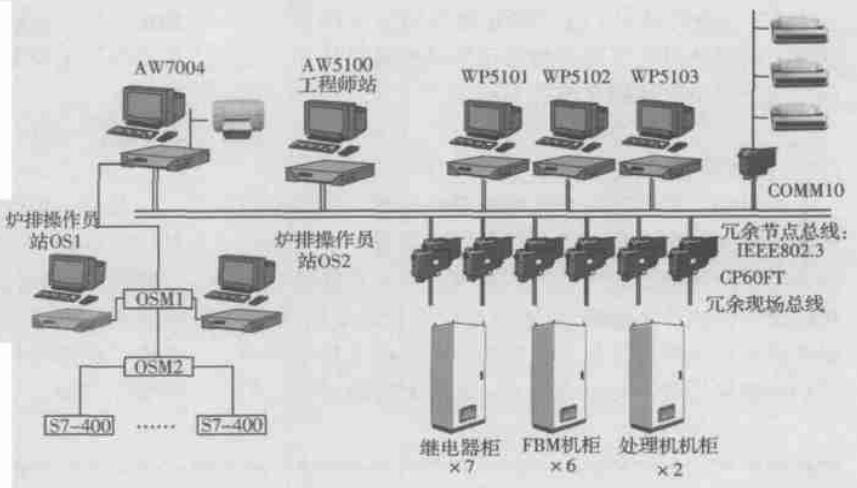
图1深圳市南山垃圾发电厂DCS配置
机组中一些大型设备的控制系统是随主设备购进的,未直接纳入DCS控制范围,主要有焚烧炉炉排控制系统、烟气处理控制系统、垃圾抓斗控制系统、除渣除灰系统、化水处理控制系统。根据各控制系统所采用硬件的特点,采用不同的网络结构,建立了以DCS为主体的全厂通讯网络,从而使运行人员可以在DCS上监控到全厂的主要设备信息。
2控制方案
垃圾焚烧发电过程与常规火电机组发电有着很大不同。因此,如何很好地实现对垃圾焚烧过程的自动控制是一个全新的课题。热工院依靠在DCS设计方面的丰富经验,详细研究了南山电厂炉排炉的工艺特点,对一些独特的系统设计了专门的控制方案。
2.1炉膛负压控制
由于炉排炉在焚烧垃圾时炉排连续翻动,在炉排翻动时,进入炉膛的一次风量会瞬间增大,从而导致由变送器输出的炉膛负压值瞬间变化很大。对此,采用了对炉膛负压信号进行滤波处理的方案,要求将瞬间变化的信号切除。
具体做法是设置一滤波时间参数,在变送器输出信号过程中,使滤波处理后的输出为输入的63%(滤波时间t后),将处理后的信号作为过程参数。这样就避免了因炉膛负压信号的瞬间过大变化而导致炉膛负压控制系统的不稳定
2.2沥滤液回喷流量控制
垃圾沥滤液能否安全无害处理是垃圾发电厂避免二次污染的一个重要环节,南山垃圾发电厂采用沥滤液回喷到炉膛的方式对其进行处理。
由于沥滤液喷入炉膛会对燃烧产生影响,且随着垃圾成分的变化,炉膛温度也会产生较大变化。因此沥滤液回喷流量必须根据炉内燃烧情况进行动态调整,否则无法满足机组的正常运行。
结合工程实际并参考国外经验,采用了根据炉膛燃烧情况自动调整沥滤液回喷流量设定值的方案:
(1)当炉膛温度高于沥滤液回喷流量控制系统启动温度时,沥滤液回喷流量控制系统启动(沥滤液喷入炉膛),设定值自动设为最小设定值。
(2)在投入一段时间后,如果炉膛温度依然高于启动温度,则设定值自动阶梯增大;如果炉膛温度低于启动温度,则设定值自动阶梯减小。每次增大或减小的值和间隔时间可由运行人员设置(系统设定了最大设定值和最小设定值,避免投运过程中设定值过高或过低)。
(3)当炉膛温度低于沥滤液回喷流量控制系统停止温度时,沥滤液回喷流量控制系统停止。
由于采用了合理的控制策略,南山垃圾发电厂DCS有效地保证了机组的安全稳定运行。经调试,该电厂于2003年12月正式并网发电,DCS运行良好且稳定可靠。实践证明,该机组的DCS完全满足垃圾焚烧发电厂的控制要求。
3结语
目前垃圾已成为现代城市的一大公害,采用垃圾焚烧发电的方式既可有效解决垃圾污染问题,又实现了能源再生,可靠有效的自动化控制系统将为垃圾焚烧发电厂的安全稳定运行提供保证。深圳市南山垃圾发电厂的成功投运为最终实现垃圾焚烧技术的国产化积累了经验。