印染废水具有水量大、有机污染物浓度高、色度深、碱性大、水质变化大、成分复杂等特点,属较难处理的工业废水之一。与发达国家相比,我国对印染废水处理的投入相对较少,随着对环境保护的重视,近年来,印染废水处理要求不断提高。另外,随着经济的快速发展,我国的印染产品不断创新,生产工艺和设备更新换代,印染废水水质趋向复杂化,处理难度也随之加大,大部分印染废水处理项目都面临着提标改造或扩容改造。
传统印染废水处理工艺以“预处理+AO”为主,其中,生化段AO包括水解-接触氧化、水解-活性污泥法、SBR技术等。传统工艺处理后,一般出水COD在150~300mg/L,要想提标只有考虑增加深度处理技术或者提高生化处理效果。深度处理技术主要有强氧化和强化絮凝技术,前者缺点是能耗高,后者缺点是药剂费用高,增加了污泥量和处理后废水中的含盐量。提高生化处理效果的技术主要有MBR工艺、生物倍增工艺和PACT等技术,生物倍增工艺目前仍不成熟,PACT技术已有十多年的应用,但难以达到提标要求,MBR工艺是所有印染废水提标扩容改造项目可行的选择。
但MBR工艺的一些研究认为,MBR在处理印染废水时存在过滤膜污染快、清洗难的情况。本研究通过久保田公司平板膜MBR的实际应用探讨MBR工艺能否在印染废水中稳定运行。
1、项目简介
科德宝宝翎衬布(南通)有限公司主要从事服装用机织粘合衬布生产,生产过程中产生棉漂白废水、涤、棉等染色废水,原有设施设计处理水量为2000t/d,实际处理量为1000t/d,处理出水COD约为240mg/L,2014年7月提出改造要求。提标扩容改造要求是:最终处理能力达到1300t/d,改造后提标至COD≤80mg/L,达到直排标准。
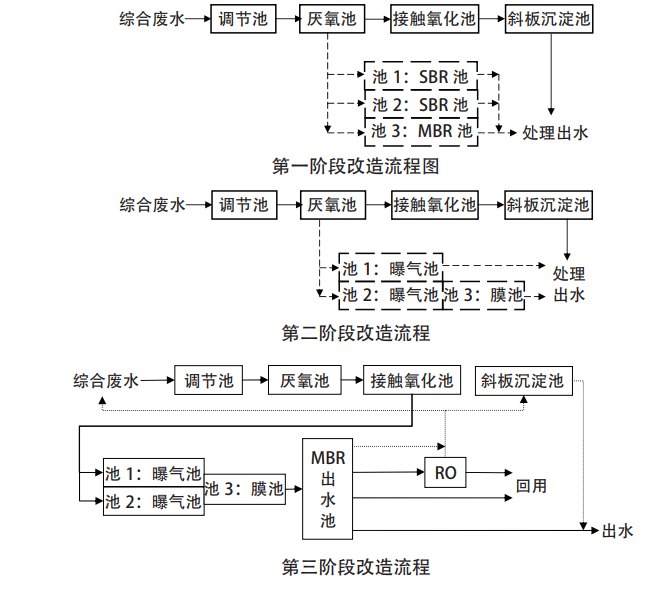
原有工艺为:调节池→厌氧池→接触氧化池→斜板沉淀池→出水。除原有处理设施外,可利用建设用地面积约20m×18m。
2、改造方案设计
现场土地有限,调节池较小,不能停产改造,厌氧池和接触氧化池为圆形,属非常规池型,不便改造。另外,本项目废水较复杂,MBR如果采用一次性设计容易造成浪费或处理能力不足,因此,根据实际情况提出了阶段性提标改造的计划。
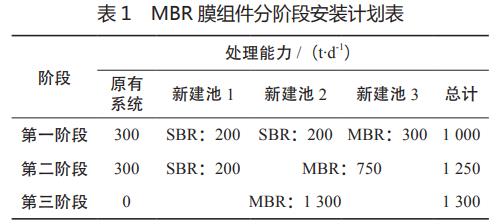
按保守处理能力1000t/d新建MBR系统,新建MBR系统正常运行后,再根据扩容生产计划和MBR的实际处理能力考虑对原有处理设施进行改造。MBR系统分为3格池体,分阶段安装MBR膜组件,并逐步替代原有处理系统,具体计划见表1。
各改造阶段的工艺流程图如下:
MBR平板膜采用日本进口装置,制造商:株式会社久保田,型号:RW400-R,最大出水量150t/d/套。
3、实施进度及处理效果分析
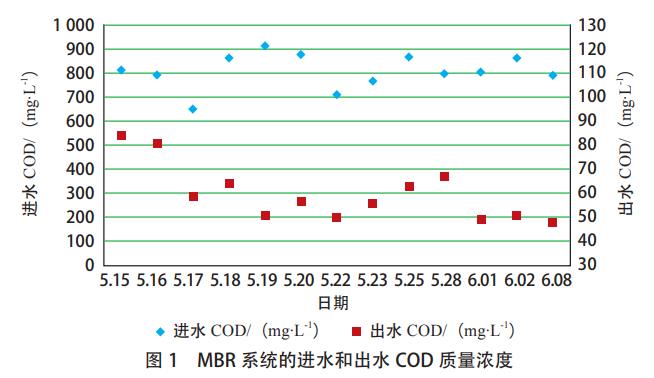
第一阶段:2015年1月建成,按300t/d安装膜组件两组并开始调试,2015年3~7月,处理水质达标,MBR进水平均COD=808mg/L,处理出水平均COD=62mg/L。实际处理水量从200t/d逐步提高至300t/d。
第二阶段:2015年10月~2016年4月,增加膜组件三组,调试处理水量达到720t/d;总体进出水水质如图1和表2。
第三阶段:2016年4月至今,第三批MBR膜四组,取消了接触氧化-斜沉出水工艺,全部改用MBR处理,出水量可以稳定在1350t/d。
4、平板膜MBR工艺性能分析
4.1 MBR膜与原工艺处理效果比较
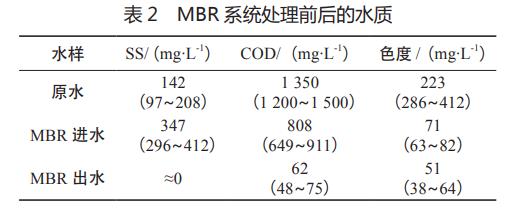
原工艺为接触氧化+斜板沉淀池,处理出水COD约240mg/L,SS约60mg/L;MBR工艺处理出水COD约62mg/L,SS≈0。MBR工艺出水COD、SS明显好于传统工艺,能够稳定达标。
4.2 运行成本
膜清洗周期:平均每年清洗4~6次,运行稳定后可以保持每三个月清洗一次。MBR运行费用:MBR能耗约为0.7kWh/t水,总耗电量1.37kWh/t水。MBR清洗药剂费用0.006元/t水。
4.3 直接回用和与RO系统联合的应用
2015年5月开始,将MBR出水直接回用于烟气净化,6月,用于浆料圆网涂层的网筒、刮刀的清洗以及涂层生产过程中承压辊的连续清洗,9月,用于全棉染色布的初洗,10月,用于涤纶深色布的染色和初洗,均获得了成功。目前,回用率已经达到了30%,大大节约了用水。
2015年7月,基于节水减排考虑,增添了RO膜装置,对MBR出水进行深度处理后回用;由于MBR系统出水水质稳定,SS≈0、SDI<3,满足RO系统的进水要求,没有再采用多介质过滤器、UF等RO常规预处理设备,直接用MBR出水作为RO系统的原水。连续运行了三十个月后,出水水质优于自来水,可以直接替代自来水或软水使用。水回用系统运行稳定,节省了投资和运行成本。
4.4 常见的问题及解决方法
久保田平板膜MBR装置处理废水采用大曝气量冲刷膜表面,保持膜表面既有一定厚度的污泥层,又不会因为污泥层太厚影响水的透过。大曝气可能产生的问题是容易产生大量的泡沫,需要考虑泡沫的排出通道,并防止泡沫外溢。通常,泥龄过长、难降解的长链有机物积聚、污水中营养比例不均衡、气温突然升高或降低等因素容易引发泡沫;可以通过增加排泥量、单独收集和处理难降解有机物、添加营养物质、减少曝气量等方法减少泡沫的产生,也可以将泡沫排到预曝气池,在较小曝气量的情况下自然消泡,等变成浮渣再用划渣机去除。
久保田膜可以在MLSS为5000~28000mg/L的高质量浓度活性污泥条件下运行,池底抽出的泥水可以直接排入污泥浓缩池,经絮凝剂调节后压泥,不需要经过沉淀池沉淀,操作方便。MBR膜装置最后对污水经过了精细过滤,污泥无法透过膜装置,全部留在MBR池中,不需要沉淀或滗水;预曝气池和MBR池没有污泥沉降过程,可以保持高的污泥质量浓度。科德宝最高尝试过预处理池MLSS为9000mg/L,在COD负荷较高的情况下可以平稳运行。MBR处理系统高效的过滤工艺可以做到MBR池和预处理池同时在高活性污泥浓度下运行,大大提高COD负荷比,所以,将预曝气池及MBR池设计得较小,两池的合计水力停留时间能压缩到20h以下。维持高污泥质量浓度运行还有利于污泥的自消解,有效地降低残余污泥的量。MBR池保持的污泥质量浓度MLSS15000mg/L左右,不会造成膜的污堵,也不会降低出水量,反而会降低出水的COD值。
运行中预曝气处理池的活性污泥随水流不断进入MBR池,MBR池的污泥质量浓度会逐步升高,而预曝气池的自生污泥速度跟不上污泥的流失速度,污泥的质量浓度会降低,因此,工艺要求MBR池的泥水部分回流到预曝气池,以维持预曝气池中的活性污泥质量浓度。MBR池采用的是过曝气方法,池中DO值较高,大幅度提高回流比例,MBR池中饱和充氧的废水和充分活化的活性污泥被送回到预曝气池,可以降低预曝气池的曝气量,节约用电。
工厂使用的助剂含有较多无机磷酸盐时,出水含磷量会相应升高。因生产变化,深色染色产品的生产比例增加,出水色度会相应波动,从而影响MBR池的出水含磷量和色度。将MBR出水以及RO处理的浓水经过反应池加絮凝剂处理,并经斜沉池沉淀出水,可以起到脱色、脱磷的效果,降低MBR出水的色度,并降低含磷量50%以上。其中,磷酸盐与PAC反应生成磷酸铝沉淀,染料及其分解产物被絮凝剂吸附沉降而脱色,COD也会下降。建议絮凝剂助剂用量为10mg/LPAC和10mg/LPAM,产生的干污泥量约120mg/L。排出的清水可以回用或直接排放。
MBR系统处理废水,SS均不能通过膜系统,同时,也有一些较大分子质量的有机物,特别是难降解的高分子有机物如PVA、有机硅等,容易积聚在MBR池中。由于降解速度慢,会慢慢积累,当质量浓度过高时,MBR池中废水的黏度升高,产生泡沫,泡沫会携带活性污泥从MBR池上口溢出。如果溢出的泡沫回流到污水系统中,经过集水池、调节池和厌氧池等缺氧环节,活性污泥中部分好氧菌会因缺氧而死亡,在厌氧池中上浮,并释放细胞质和胞外黏性物质,最后流入MBR池,增加黏度和浮渣,仍然变成泡沫再度溢出,形成恶性循环。同时,释放的细胞质会让系统中的磷含量上升,带来磷超标的风险。
科德宝宝翎公司做了以下尝试,主要是针对难降解有机物从源头采取措施。
(1)减少排入废水中的PVA等难生物降解有机物的总量,如硬挺整理所用的PVA,通过严格控制残留整理液的量或单独收集处理,防止这种惰性物质在MBR池中积聚。
(2)改变坯布的浆纱配方,用易降解材料替代PVA上浆;另外,也可以在预曝气处理池中安装滗水装置,变成可以实施SBR工艺的两用池,间歇采用污泥回流+SBR工艺,适时滗水,控制进入MBR池中的惰性物质。特别是集中生产含PVA产品时,可以用滗水的方法代替部分MBR的处理量,应对冲击性惰性荷载,防止产生泡沫以及由此而引发的恶性循环。
MBR出水色度有时会波动,主要原因是染色废水的色度变化。MBR处理系统依靠高质量浓度的活性污泥去消解废水中的有机物,包括染料。经过长时间的驯化,活性污泥有消解染料和脱色的能力,但染色的工艺因色泽的不同、染料用量的变化造成废水原水色度大幅波动。当大量生产深色产品或改用新型染色时,排入污水中的染料量增大,活性污泥不可能短时间内形成很大的消解能力,必然会导致部分染料不能脱色和降解。如果重点做好高浓度染色残液的单独收集和处理,就能比较好地解决色度的达标排放。科德宝宝翎公司的成功做法是全部回收黑色染色残液,重复利用或单独用氧漂废液预脱色处理,避免高浓度染料直接进入污水系统,效果显著。
5、结论及建议
(1)通过在印染废水传统处理工艺的提标扩容改造项目中的实际应用,平板膜MBR膜处理后的出水COD可以稳定达到100mg/L以下,处理效果保障性高,是传统工艺提标扩容改造的合适工艺。
(2)平板膜MBR处理印染废水时,膜清洗周期基本可以实现设计的2~3个月清洗1次,未出现传统MBR研究中出现的快速污染问题。
(3)久保田平板膜可以实现在线清洗,不需要将膜装置从池中取出,也不需要另建清洗池。常用清洗剂为次氯酸钠(去除有机物污垢)、柠檬酸(去除无机污垢),一般一次只使用一种药剂,以次氯酸钠清洗为主。次氯酸钠在线清洗时会有少量渗到MBR池中,导致部分活性污泥死亡,池中的泡沫增加。可加入少量营养物质帮助系统快速恢复,不加任何营养物,系统也能在3~6天内完全恢复。经柠檬酸清洗后,系统不受影响。MBR池中如有两套各自相对独立的系统,可以一组在线清洗,一组正常工作,工厂只需要减少用水机台的开台率,控制总水量,不必停产。
(4)平板膜MBR出水水质稳定,可以直接作为RO系统的进水,不需要设置多介质过滤器、UF等传统RO工艺所需的中间处理环节。
(5)老印染厂污水处理升级改造项目往往受场地限制,无法增建大水池提高水力停留时间,使用久保田平板膜可以利用污泥浓度高的优势,大幅度减少池的容积。
(6)新建印染项目选用久保膜平板膜作为主要处理装置,大大降低污水处理总的池容积,保障出水的基本指标稳定达标,同时,方便处理后的废水直接利用或深度处理再利用,降低综合运行成本。(来源:科德宝宝翎衬布(南通)有限公司,久保田环保科技(上海)有限公司)