榆林炼油厂在对国内中水回用技术进行了充分调研和实地考察论证的基础上,引进“多介质过滤器+超滤+电渗析”处理工艺技术,并于2017年初建成1套处理能为300m3/h中水回用装置。截止2018年1月,该装置已正常运行6个多月,其处理回用水外供量约150t/h,运行状态良好。文中结合榆林炼油厂的中水回用装置,对中水回用水水质、相关的工艺、运行情况等进行分析,以期为相关企业提供借鉴。
1、装置现状及水质情况
榆林炼油厂现有污水处理装置2套,分别为150m3/h、300m3/h污水处理装置,原150m3/h污水处理装置因不能满足生产需求已经于2010年停用。现在运行的300m3/h污水处理装置于2009年8月建成,2010年6月30日投用,用于处理炼油生产污水,污水来源主要包括:含油含盐污水、酸碱污水、含硫含酸污水、锅炉废水、卸车区原油脱明水和化验洗涤水等,含有较多的悬浮状、胶体状、溶解状的有机物和无机物等多种有毒有害物质,如石油类、酚类、氰化物、硫化物等。处理工艺采用格栅、调节罐、隔油、气浮、生物膜法、生化厌氧、生化好氧、沉淀、BAF等生产工艺流程,处理后的污水达到国家GB8978-1996《污水综合排放标准》二类一级标准后部分排入县城市污水管网。
榆林炼油厂300m3/h污水处理装置设计进水水质指标见表;外排污水水质指标见表2。
2、技术方案选择
针对该炼油厂地处毛乌素沙漠边缘,水资源匮乏,及污水处理场外排污水悬浮物高、呈碱性等特点,依据污水深度处理各种工艺法特点,参照国内外类似污水处理的成功经验,对于中水回用装置,最终选用超滤+电脱盐处理工艺,设计处理量为300m3/h。
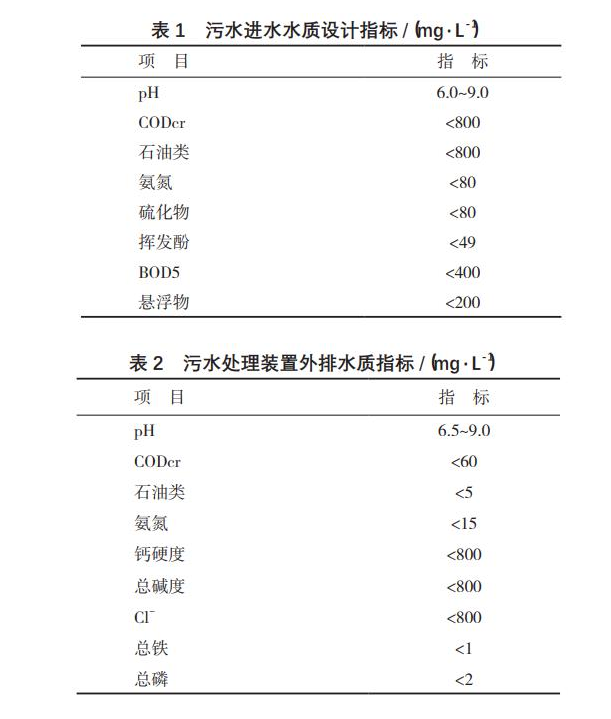
工艺流程为达标污水储存于前段处理单元监测池中,通过泵提升送入多介质过滤器,多介质过滤器装填石英砂和无烟煤,石英砂和无烟煤可以过滤去除大部分的悬浮物和少量的大分子胶体,同时可去除水中部分的COD。多介质过滤器设置反洗水泵和空气擦洗设施。多介质过滤器的产水(带压)进入超滤装置,超滤装置内有PVDF中空纤维膜丝,去除几乎全部的悬浮物以及部分胶体,超滤装置也设有反洗、空气擦洗设施和化学加强反洗、化学清洗装置。超滤装置的产水进入EDR(电渗析)装置,EDR装置通过频繁倒极的极板和极板上铺设的阴阳离子膜片对水中的离子进行选择性的吸附,达到软化的目的,最终EDR产水进入回用水池,系统内超滤装置、EDR装置的反洗浓水外排至污水管道送至市政污水管网中。回用水用于循环水场循环水补充水,设计产品水质满足《城镇污水再生利用工程设计规范》(GB50335-2002)中再生水回用于循环冷却水的水质要求。工艺流程见图1;中水回用回用水质指标见表3。
3、中水回用技术主要处理单元
3.1 多介质过滤器
多介质过滤器用于去除水中的悬浮物和胶体部分有机物等,滤料石英砂和无烟煤。由于在原水中投加了高效絮凝剂,污水装置处理后的达标污水在进入中水回用系统后,采用多介质过滤器对微絮凝体进行过滤,在石英砂和无烟煤滤层中截留除去水中剩余部分的有机物、悬浮物和胶体。该系统设计全自动微絮凝直流过滤器共5台,4用1备,总处理水量300m3/h,采用气水反冲洗,反洗设备包括反洗水泵和罗茨风机。
3.2 超滤
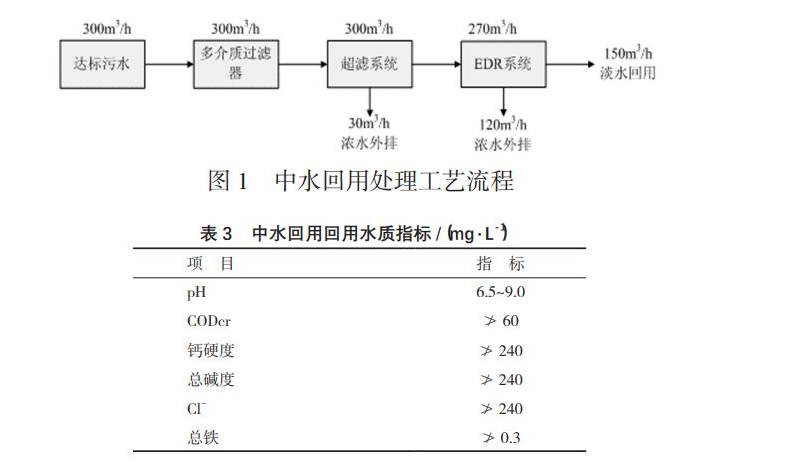
超滤是采用膜分离原理,装置采用外压式活性膜,膜表面的微孔筛选可截留分子量为1000~150000的物质,在外界推动力(压力)作用下,被处理水以一定的流速通过膜表面时,大于膜孔的胶体、微粒、大分子等被截留。而水分子和分子量小于超滤截留分子量的溶质透过膜集聚起来,而从而使水得到净化,超滤工作原理见图2。
该装置中超滤系统包括超滤装置、反洗加药装置、压缩空气系统和反洗泵等设备,采用错流过滤或死端过滤、气洗、水反洗和在线化学清洗的全自动连续运行方式,以保证超滤膜系统稳定的产水量。装置总设计处理量300m3/h,共设计2套。每套超滤装置安装外压式中空纤维超滤膜组件,设计处理量150m3/h。
3.3 频繁倒级电渗析
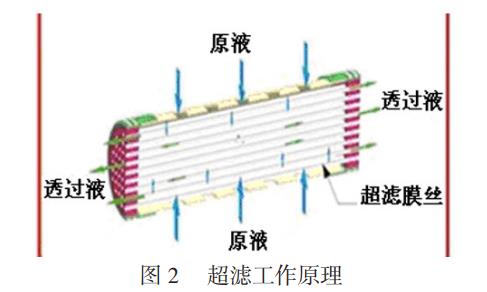
频繁倒级电渗析是利用膜的选择透过性对水中的带电电解质和不带电物质进行分离而达到脱盐、浓缩等预期目的的一种膜分离设备,电渗析原理见图3。
电渗析器的主要部件为阴、阳离子交换膜、隔板与电极3部分。隔板构成的隔室为液体流经过的通道。物料经过的隔室为脱盐室,浓水经过的隔室为浓缩室。在直流电场的作用下,利用离子交换膜的选择透过性,阳离子透过阳膜,阴离子透过阴膜,脱盐室的离子向浓缩室迁移,浓缩室的离子由于膜的选择透过性而无法向脱盐室迁移。这样淡室的盐分浓度逐渐降低,相邻浓缩室的盐分浓度相应逐渐升高。
4、中水回用系统运行情况分析
4.1 中水回用系统运行效果
2017年9月,通过对水回用系统技术标定,对装置所产回用水和实际外排污水进行了取样对比分析,对比数据见表4,5。
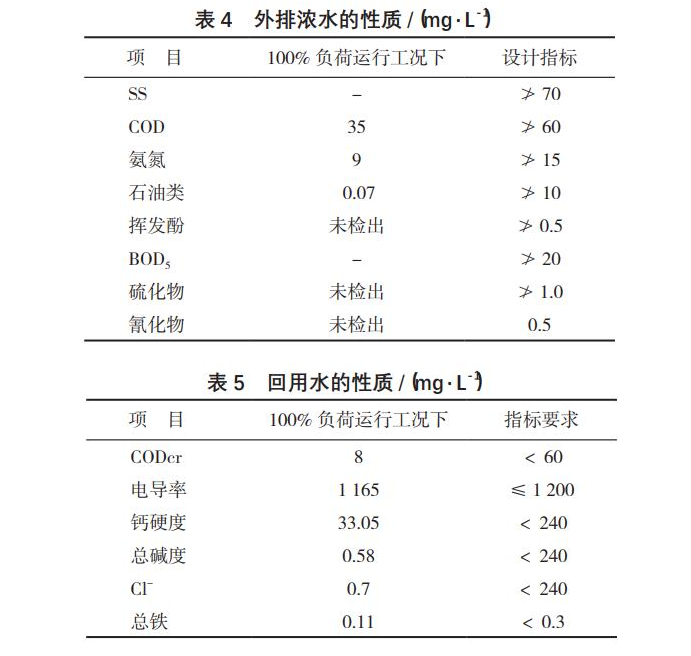
由表4可知,对于榆林炼油厂中水回用多介质反洗水、UF、EDR浓水混合外排水,可以满足《城镇污水再生利用工程设计规范》(GB50335-2002),第二类污染物的一级排放标准,符合设计要求。
从表5可以看出,回用水满足《城镇污水再生利用工程设计规范》(GB50335-2002)中再生水回用于循环冷却水的水质要求,符合设计要求。
4.2 存在问题
从2017年5~10月,中水回用系统的总进水量为500kt,产水量为200kt,产水及外排浓水水质均能满足设计要求。300m3/h中水回用装置的标定情况显示,中水回用装置可达到100%设计负荷要求,整体运行情况良好,但系统运行存在不稳定性,特别在电渗析倒极时淡水池液位波动较大,易引起电渗析装置自保停车等。需频繁进行人工干扰操作,操作人员劳动强度大。并受环保指标升级限制,当中水回用系统原水水质发生波动时,极易造成浓水外排水氨氮等指标超标不符合石油炼制工业污染物排放标准(GB-31570),不能进行直接排放,需返回污水处理装置原水中进行二次净化处理,增加了污水处理装置运行负荷。
5、结论
通过对榆林炼油厂中水回用系统的技术及应用情况分析可知,工业外排废水经深度处理后可满足循环水水质回用要求,但外排污水受原水水质影响较大,会出现氨氮等控制指标不合格,不可直接外排。该技术可缓解企业用水压力,提高水的重复利用率,对于平衡当地宝贵的水资源具有积极的意义。(来源:陕西延长石油(集团)有限责任公司榆林炼油厂)