参考规范:
《钢筋焊接及验收规程》JGJ18-2012
质量通病:
① 焊接接头的轴线偏移大于0.1d 或超过2 ㎜。
② 接头弯折角度大于4º。
③ 接头咬边,或局部未熔合。
④ 焊包不匀,高度不足4 ㎜。
⑤ 钢筋接头处有小气孔眼。
⑥ 钢筋表面烧伤,易发生脆断。
⑦ 焊缝中夹渣。
⑧ 接头形成不良,焊包上翻或下流。
⑨ 相邻接头未错开或错开距离不符合设计和规范要求(至少应为35d,且不小于500 ㎜)。


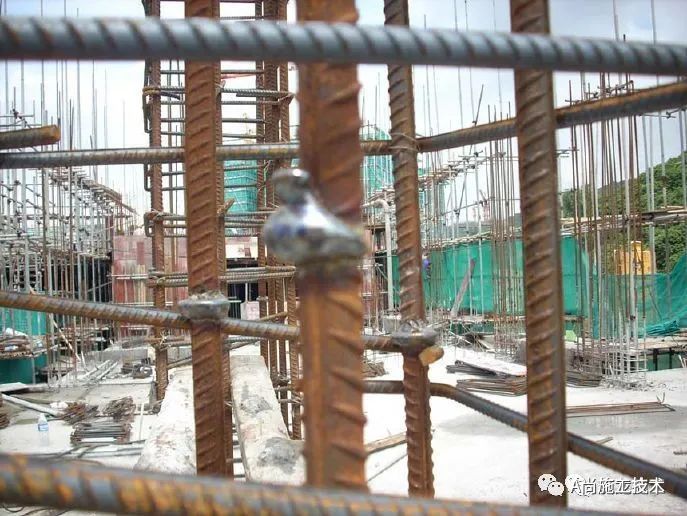
▲柱筋电渣压力焊相邻接头错开只有320

▲焊接接头局部未熔合
▲焊接接头偏包严重、上翻等缺陷

▲焊接接头成型不良

▲钢筋上下错位超过规范要求

▲接头上下钢筋弯折过大
防治措施及优秀施工图片:
① 钢筋端部歪扭和不直部分在焊接前应矫正,端部歪扭的钢筋不得焊接。
② 两钢在夹具内上下应同心,在同一条轴线上,焊接过程中保持钢筋竖直和稳定。
③ 钢筋下压时,压力不能过大,焊接完后不能立即卸下夹具,应在停焊后约2min再卸夹具,以免钢筋倾斜。
④ 要控制好焊接电流和通电时间,送钢筋的速度要迅速,适当加大顶压力。
⑤ 当钢筋端头倾斜过大时,应事先把倾斜部分切去才能焊接,端面力求平整。
⑥ 焊剂在使用前必须烘干,否则容量形成气孔。焊剂一般需要经250℃烘干,时间不少于2 小时。
⑦ 焊前应把钢筋端部铁锈及油污清除干净。
⑧ 焊前应把钢筋夹紧,防止钢筋相互碰撞。焊接时要防止焊剂泄漏下流。
⑨ 相邻接头应错开,符合规范及设计要求,一般为35d,且不小于500 ㎜。
合格标准:如下图
4.6.5条:钢筋下下对正,无偏移,无折角,无气泡,钢筋无烧伤,焊包基本均匀、美观,四周焊包凸出钢筋表面的高度,当钢筋直径为25mm及以下时不得小于4mm;当钢筋直径为28mm及以上时不得小于6mm。且高度在4 ㎜以上。

▲焊包均匀、无弯折、无错位,成型良好,焊包高度符合要求



▲相邻接头相互错开距离满足不小于35d的要求